














HSS kernebor
HSS-borekrone
KERNEBOR HSS Ø20MM
Varenr. 0630930200
EAN 4038898425380
Bliv registreret nu, og få adgang til over 50.000 produkter
Høj ydeevne og hurtig boring med en lang levetid
I modsætning til fast boring skæres kun en tynd metalring. Borekernen tages ud med en udkasterstift.
Ingen forboring nødvendig, ingen dannelse af grater
Ingen for- eller efterbehandling nødvendig
Optimeret skæregeometri
- Lang levetid sammenlignet med mange standardhulfræsere
- Ren boreprofil
- Borehul med præcise tolerancer
Præcis styring, skrider ikke
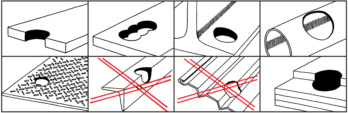
Velegnet til overlapningsboring. Problemløs boring på buede overflader og rør.
- I modsætning til spiralbor bearbejder kerneboret kun en tynd ring af materiale i stedet for hele huldiameteren. Borekernen fjernes vha. en styrestift med fjederkraft, som ikke medfølger. Kernebor giver derfor en boretid, der er 10 gange hurtigere end spiralbor.
- Tilstrækkelig kontinuerlig køling under hele boreprocessen øger betydeligt kerneborets levetid. Må ikke anvendes til tørfræsning.
- Ikke egnet til pressespånplader, titan eller varmebestandigt og højlegeret stål
- Med hensyn til materialer og skæreværdiparametre henvises til oversigtstabellerne
- Brug passende værnemidler, som f.eks. sikkerhedsbriller, høreværn og beskyttelseshandsker
- Løstsiddende tøj eller smykker, som kan blive viklet ind i bevægelige dele, skal tages af
- Kernebor må ikke anvendes med håndholdt værktøj
- Før brug skal du sikre, at værktøjsdrevet har perfekt centreringsevne og korrekt klemmefunktion

- Med Weldon-skaft ∅ på 19 mm til brug på mobile magnetiske bor eller stationære bor til fremstilling af store huller med en diameter på op til 50 mm og en skæredybde på 30 mm eller 50 mm
- Fein-bor med QuickIn-beslag kan bruges sammen med en adapter
- Anvendelse på stationære bor med morsekonus er mulig med den relevante beslagholder
- Indsæt udkasterstiften i borekronen
- Skub borekronen ind i holderen på boreenheden, og stram skruerne med indvendig sekskant
- Borekronen låses automatisk på plads ved brug af hurtig montering
- Sørg for, at borekronen sidder rigtigt i beslaget
- Hvis boret udsættes for sidebelastning under brug, kan det få værktøjet til at knække
- Sæt boreenheden i den rigtige position til boring, og sørg for, at boreenheden står stabilt
- Fastgør om nødvendigt boreenheden med en sikkerhedsstrop, før du borer, især til brug på lodrette overflader og ved arbejde over hovedhøjde
- Vær opmærksom på hastighedstabellen, og anvend kølevæske
- Bor forsigtigt (uden kørning og forboring), og vær opmærksom på, at der er en jævn tilspænding og jævn omdrejningshastighed under hele boreprocessen
- Fjern spåner og borekerne efter hver boring
- Forsigtig: Risiko for personskade, spåner og borekerne kan være meget varme og skarpe
Kvalitet | Würth-Standard |
Skæredybde | 30 mm |
Diameter | 20 mm |
Længde | 64,2 mm |
Materiale, der skal bearbejdes | Stål, Aluminium, Træ |
Skafttype | Weldon |
Overflade | Almindelig |
Skæremateriale | HSS |
Levetid (punktsystem) | 2 af 4 punkter |
Borehastighed (punktsystem) | 3 af 4 punkter |
Borekvalitet (punktsystem) | 4 af 4 punkter |
Alsidighed (punktsystem) | 2 af 4 punkter |
Borereaktion (punktsystem) | 3 af 4 punkter |
| Skæringsværdier | |||||||||
| Til Ø 12,0-20,0 | |||||||||
| Materialebetegnelse | Brudstyrke | fra Ø 12,0 | fra Ø 16,0 | fra Ø 20,0 | |||||
| vc | n | n | n | ||||||
| fra | til | fra | til | fra | til | fra | til | ||
| Stål | |||||||||
| Almindeligt byggestål | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Ulegeret, varmebehandlet stål | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Lavlegeret, varmebehandlet stål | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Ulegeret, varmebehandlet stål | ≤ 1.000 N/mm² | 10 | 13 | 265 | 345 | 199 | 259 | 159 | 207 |
| Lavlegeret, varmebehandlet stål | ≤ 1.000 N/mm² | 10 | 13 | 265 | 345 | 199 | 259 | 159 | 207 |
| Støbte metaller | |||||||||
| Støbejern | ≤ 240 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Nodulær grafit og smedejern | ≤ 240 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Ikke-jernholdige metaller | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Aluminiumlegeringer | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Legeringer af smedet aluminium | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Aluminiumstøbelegeringer <= 10 % Si | ≤ 600 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Magnesiumlegeringer | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Lavlegeret kobber | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Kortspånet messing | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Langspånet messing | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Kortspånet bronze | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Plast | |||||||||
| Termohærdende plast | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| Termoplast | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| Nøgle |
| vc = skærehastighed [m/min] |
| n = omdrejningshastighed [o/min.] |
| De anbefalede skæringsværdier er referenceværdier og skal tilpasses de respektive forhold. |
| Skæringsværdier | |||||||||
| Til Ø 36,0-50,0 | |||||||||
| Materialebetegnelse | Brudstyrke | fra Ø 36,0 | fra Ø 40,0 | fra Ø 50,0 | |||||
| vc | n | n | n | ||||||
| fra | til | fra | til | fra | til | fra | til | ||
| Stål | |||||||||
| Almindeligt byggestål | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Ulegeret, varmebehandlet stål | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Lavlegeret, varmebehandlet stål | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Ulegeret, varmebehandlet stål | ≤ 1.000 N/mm² | 10 | 13 | 88 | 115 | 80 | 103 | 64 | 83 |
| Lavlegeret, varmebehandlet stål | ≤ 1.000 N/mm² | 10 | 13 | 88 | 115 | 80 | 103 | 64 | 83 |
| Støbte metaller | |||||||||
| Støbejern | ≤ 240 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Nodulær grafit og smedejern | ≤ 240 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Ikke-jernholdige metaller | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Aluminiumlegeringer | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Legeringer af smedet aluminium | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Aluminiumstøbelegeringer <= 10 % Si | ≤ 600 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Magnesiumlegeringer | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Lavlegeret kobber | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Kortspånet messing | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Langspånet messing | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Kortspånet bronze | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Plast | |||||||||
| Termohærdende plast | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| Termoplast | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| Skæringsværdier | |||||||||
| Til Ø 24,0-32,0 | |||||||||
| Materialebetegnelse | Brudstyrke | fra Ø 24,0 | fra Ø 28,0 | fra Ø 32,0 | |||||
| vc | n | n | n | ||||||
| fra | til | fra | til | fra | til | fra | til | ||
| Stål | |||||||||
| Almindeligt byggestål | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Ulegeret, varmebehandlet stål | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Lavlegeret, varmebehandlet stål | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Ulegeret, varmebehandlet stål | ≤ 1.000 N/mm² | 10 | 13 | 133 | 172 | 114 | 148 | 99 | 129 |
| Lavlegeret, varmebehandlet stål | ≤ 1.000 N/mm² | 10 | 13 | 133 | 172 | 114 | 148 | 99 | 129 |
| Støbte metaller | |||||||||
| Støbejern | ≤ 240 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Nodulær grafit og smedejern | ≤ 240 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Ikke-jernholdige metaller | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Aluminiumlegeringer | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Legeringer af smedet aluminium | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Aluminiumstøbelegeringer <= 10 % Si | ≤ 600 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Magnesiumlegeringer | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Lavlegeret kobber | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Kortspånet messing | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Langspånet messing | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Kortspånet bronze | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Plast | |||||||||
| Termohærdende plast | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
| Termoplast | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
Vælg RAL-farveværdi
BEMÆRK: Skærmvisningen af farven afviger fra den virkelige farvenuance!